
在上一篇文章中,我们向大家讲解了液压折弯机如何执行参考点检查,而今天这篇文章,我们将向大家讲解如何如何向折弯机添加和设置模具的方法。添加和设置折弯机的模具需要遵循特定的步骤。以下是一般情况下进行此过程的基本指导:
将模具安装到工作台
- 准备模具:根据需要,选择适合的模具。确保模具的尺寸和形状与所需的弯曲要求相匹配。
- 清理工作台:确保工作台干净整洁,并清除任何可能干扰模具安装和操作的障碍物。
- 安装模具:将模具安装到折弯机的上模座或下模座上,具体取决于折弯机的类型和设计。按照折弯机的说明手册或操作指南进行操作。
- 调整模具位置:根据所需的折弯角度和曲线形状,调整模具的位置。使用折弯机上的调整装置,例如螺栓或手动控制杆,确保模具位于正确的位置。
- 紧固模具:确保模具安全紧固在折弯机上,以防止在操作过程中移动或松动。使用适当的工具,例如扳手或螺丝刀,紧固模具上的螺栓或固定装置。
请注意,以上步骤仅提供了一般的指导,并且具体的操作步骤可能因折弯机的类型、型号而有所不同。在进行模具安装之前,请参考您所使用的具体折弯机的操作手册和指南,以确保正确操作和安全使用。
在控制器中添加模具并调整参数
Delem 控制器是一种常用于金属折弯机的控制系统,它提供了对折弯过程的精确控制和调整。以下是在 Delem DA-53T 控制器中添加模具并调整参数的一般步骤:
- 登录控制器:接通折弯机主电源,打开 Delem DA53T 控制器,并使用适当的登录凭据登录系统。
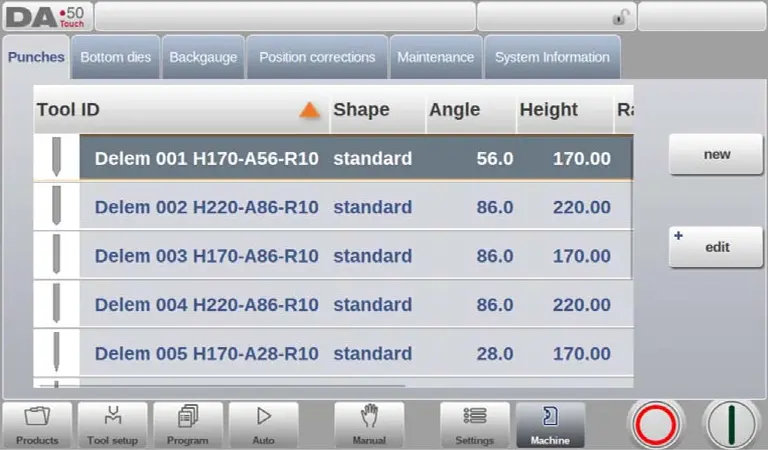
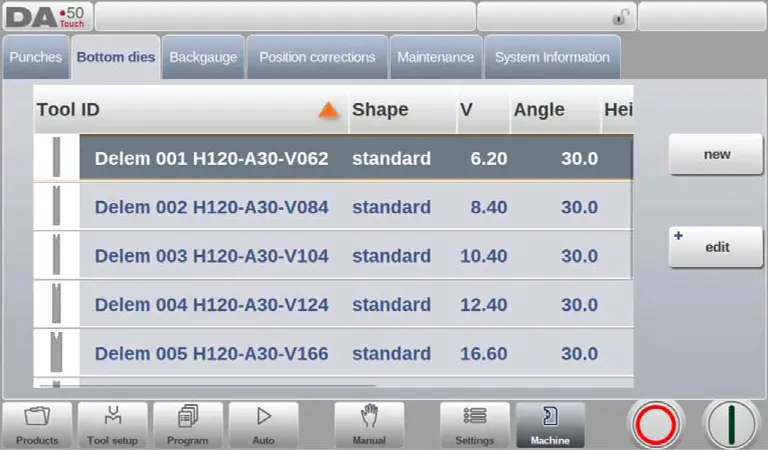
- 导航至“机床”管理界面:在控制器底部的主菜单或导航面板上,找到“机床”管理或相关选项,并选择进入该界面。
- 添加模具:在“机床”管理界面中,可以分别看到“上模”和“下模”等标签可以选择,选择对应的上、下模标签,点击“新”按钮并按照控制器的提示或界面指南进行操作添加新的模具。通常,您需要输入模具的参数,例如长度、宽度和弯曲半径等(添加模具详细内容请参考下文)。
- 保存模具:添加完模具参数后,确保保存您的设置。按照控制器界面上的保存选项或指示进行操作。
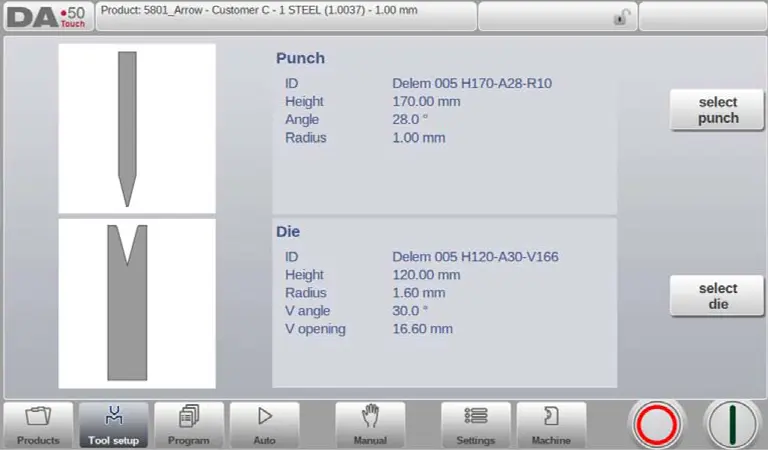
- 选择模具:返回到主菜单或操作界面,并找到“模具设置”选项。在 Delem 控制器的“模具设置”选项中,通常会有“选择上模”和“选择下模”的选择按钮。选择您添加的模具,并确保它已被正确加载。
- 调整参数:一旦模具被选择,您可以进入产品编辑的调整界面。通过这个选项,您可以访问各种折弯参数,例如弯曲力度、角度控制、回弹补偿等。
- 设置参数:根据您的需要和折弯要求,调整控制器中的参数。这些参数可以根据不同的模具和工件类型进行个性化设置。使用控制器界面上的按钮、滑块或数字输入,逐个调整参数,并根据您的经验和要求进行微调。
- 保存参数:完成参数调整后,确保保存您的设置。按照控制器界面上的保存选项或指示进行操作。
- 进行折弯:完成以上步骤后,您可以开始使用 Delem 控制器进行折弯操作。根据所设置的参数,控制器将提供精确的折弯控制和角度测量。
请注意,上述步骤是一般性的指导,具体的操作步骤可能会因 Delem 控制器型号和软件版本而有所不同。在进行模具添加和参数调整之前,请参考您所使用的具体 Delem 控制器的操作手册和用户指南,以确保正确操作和安全使用。
如何在 Delem DA53T 控制器中编程模具
上模编程
在这个选项卡中,机床上的上模可以编程。可以增加新上模。现在的上模可以编程、复制、更名和删除。
创建新上模
要新建上模,在模具库点击“新”按钮。通过系统的编程的帮助功能可以创建上模的外形。
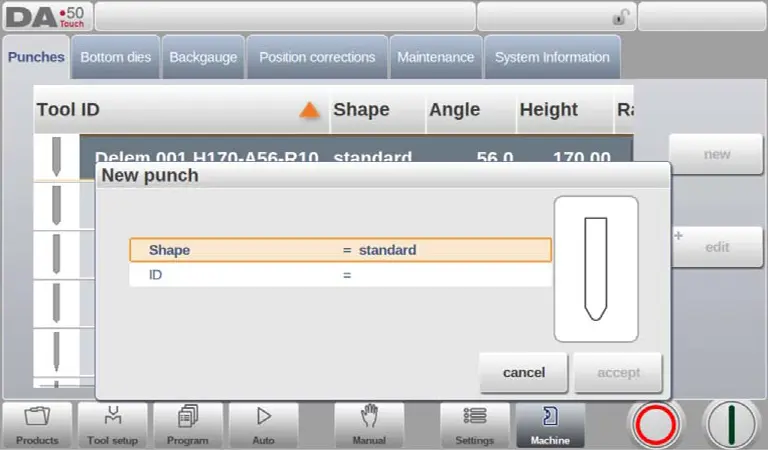
首先变成上模的 ID 号和外形。之后依照向导编程外形的细节。
外形
必须依据实际情况选择上模的基本外形结构。可选如下:
- 标准上模形状,通常用于自由折弯和压低折弯;
- 压平上模,该平底模具用于压平折弯;
- 自由+压平模具,用于自由折弯和压底折弯功能;
- 大圆弧上模形状,用于大圆弧折弯;
注:关于折弯方式,请参考文章尾部的注释解读内容。
ID 号
用于识别模具的唯一名称和编号。最大 25 个字符。
ID 名称中可以包含字母和数字。结束后,点击接受离开窗口,开始填写模具参数。系统将会弹出一个模具尺寸属性的窗口。
依据选择的基本外形,参数会有不同。上模外形的细节将在下面的章节细述:
标准上模
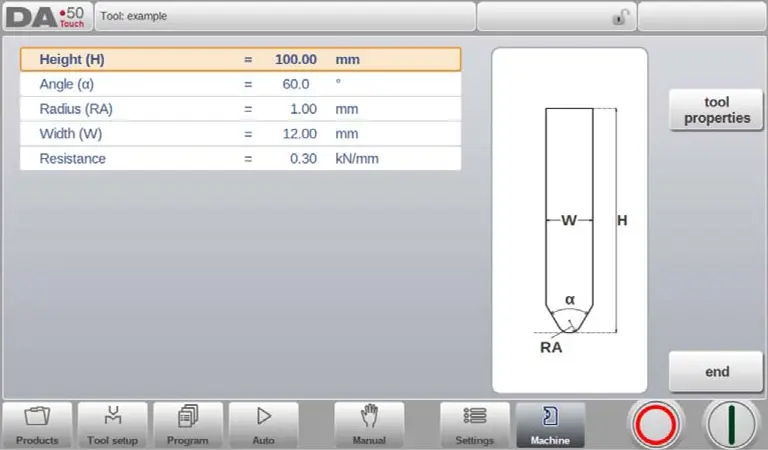
- 高度:模具高度。重要的:高度值将会用于折弯深度计算。
- 角度:上模尖端的角度。
- 半径:上模尖端的半径。当该半径值大于折弯过程产生的内半径时,该值将用做为折弯的内半径。
- 宽度:编辑模具的宽度。
- 阻抗:模具可承受的最大压力。
- 屏幕上上模的方向:模具右手侧是后挡料方向。上模的顶点将对应在机床下工作台的中心线。
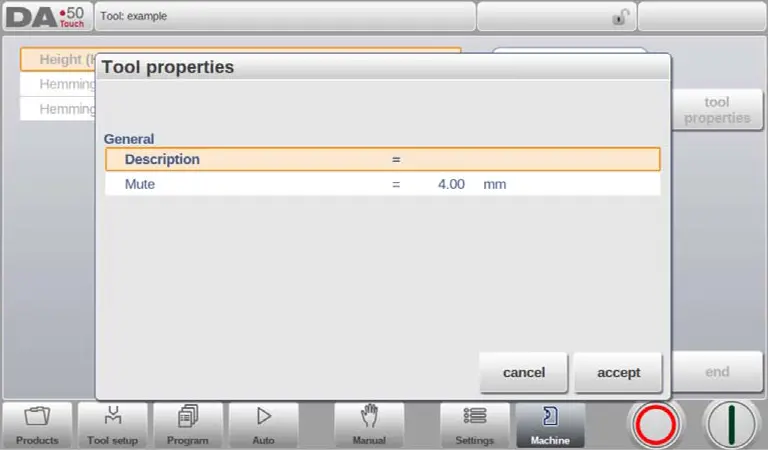
- 模具属性:修改一般的模具数据和描述。
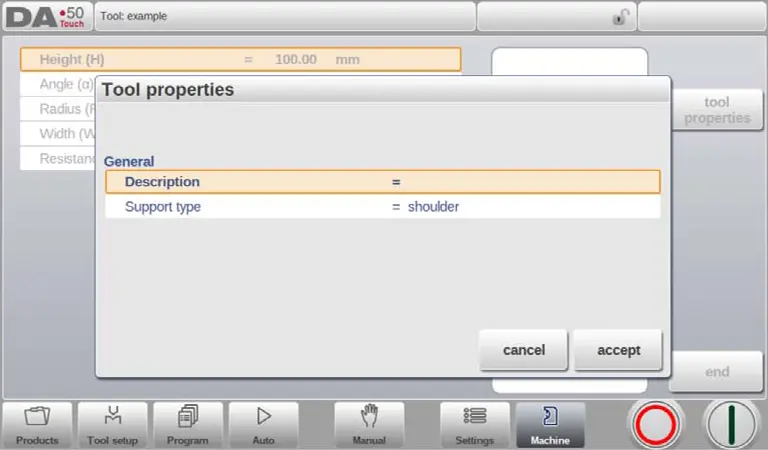
- 描述:模具的描述或名称。最大 25 个字符。这个描述在定义模具时已经输入,在这里可以修改。描述在模板库的列表中可以直接看到。
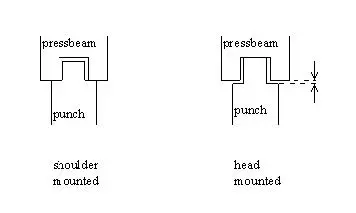
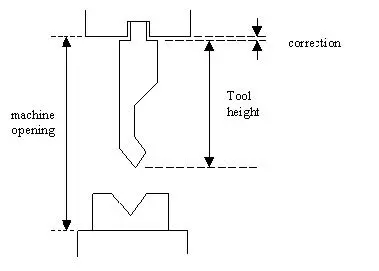
- 安装方式:切换参数,解释不同上模安装方式。这样的上模可以:导致模具高度和 Y 轴位置不准确。此系统可将“头部安装”和“肩部安装”两种设定区分开。
- 如果选择“肩部安装”Y 轴位置将按标准模具高度计算。这是默认的设定。
- 如果选择“头部安装”,将对 Y 轴的计算进行校正。
- 编辑上模:要编辑已有的模具,在模具库点击相关模具。该模具出现在屏幕上,可使用编程工具进行编辑。
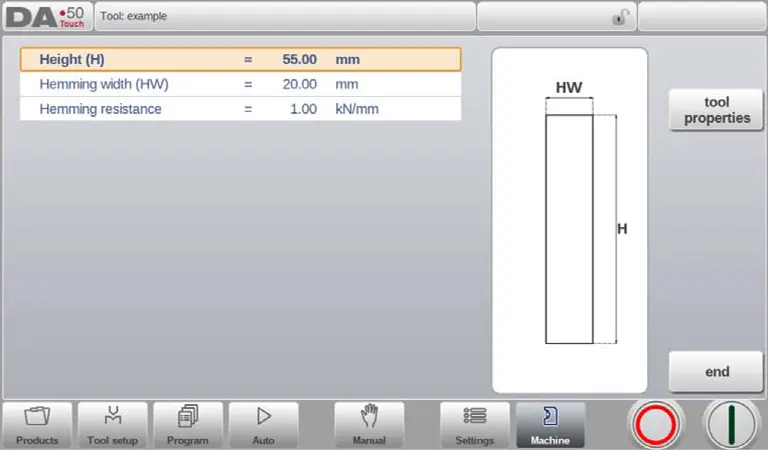
翻边折弯上模
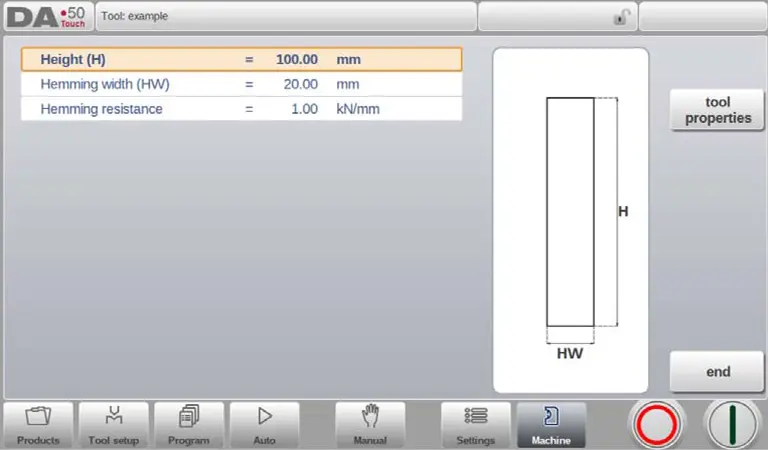
- 高度:模具的总高度。重要的:高度值将会用于折弯深度计算。
- 翻边宽度:编辑模具的宽度。
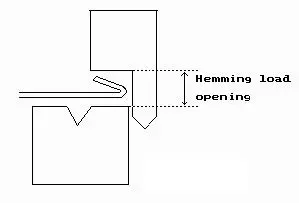
- 翻边开口:依据你机床的结构,你可以在这里为上模遍一个开口设置,在这个位置可以将工件放进去做压平折弯。这个开口位置将会纳入两倍的板材厚度。
- 翻边强度:在翻边折弯过程中,模具可承受的最大压力。
自由+翻边折弯上模
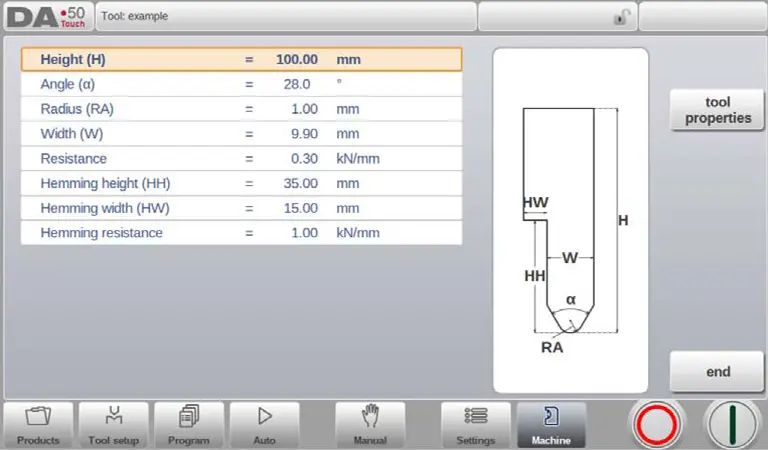
- 高度:模具的总高度。重要的:高度值将会用于折弯深度计算。
- 角度:上模尖端的角度。
- 半径:上模尖端的半径。当该半径值大于折弯过程产生的内半径时,该值将用做为折弯的内半径。
- 宽度:编辑模具的宽度
- 阻抗:模具可承受的最大压力。
- 翻边高度:在翻边折弯时,上模下行的高度。
- 翻边宽度:在翻边折弯时,上模用于压平产品的部分的宽度。
- 翻边开口:依据你机床的结构,你可以在这里为上模遍一个开口设置,在这个位置可以将工件放进去做压平折弯。这个开口位置将会纳入两倍的板材厚度。
- 翻边强度:在翻边折弯过程中,模具可承受的最大压力。
大半径上模
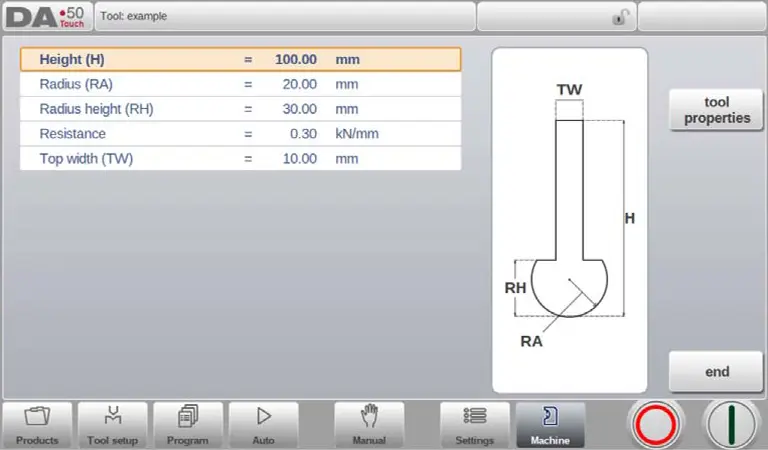
- 高度:模具的总高度。重要的:高度值将会用于折弯深度计算。
- 角度:上模尖端的角度。
- 半径高度:模具大圆弧部分的高度。
- 阻抗:模具可承受的最大压力。
- 顶部宽度:上模顶端部分的模具宽度。
下模编程
在这个选项卡中,机床使用的下模可以变成。可以创建新下模。已有的下模可以编辑、复制、更名和删除。
创建新下模
要创建一个新下模,在模具库中点击“新”按钮。通过系统的编程的帮助功能可以创建下模的外形。
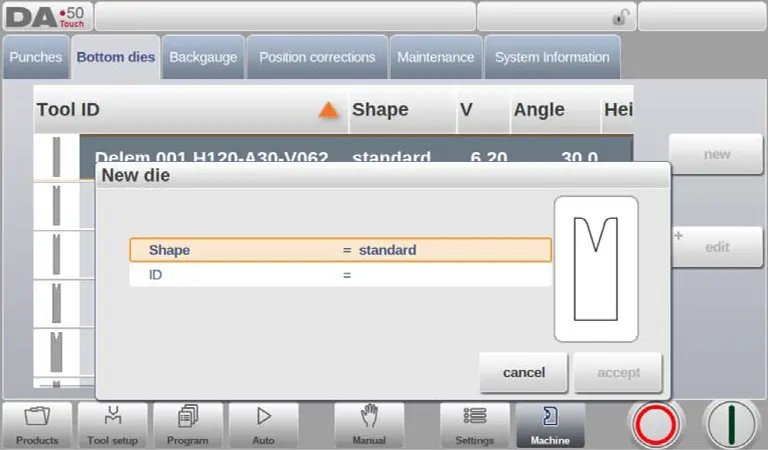
首先编程下模的 ID 号和外形。之后依照向导编程外形的细节。
外形
必须依据实际情况选择下模的基本外形结构。可选如下:
- 标准下模形状,通常用于自由折弯和压低折弯;
- 压平下模,该平底模具用于压平折弯;
- 内部压平模具,用于自由折弯和压底折弯;
- 自由+内压平模具,用于自由折弯和压底折弯功能;
注:关于折弯方式,请参考文章尾部的注释解读内容。
ID 号
用于识别模具的唯一名称和编号。最大 25 个字符。
ID 名称中可以包含字母和数字。结束后,点击接受离开窗口,开始填写模具参数。系统将会弹出一个模具尺寸属性的窗口。
依据选择的基本外形,参数会有不同。上模外形的细节将在下面的章节细述:
标准下模
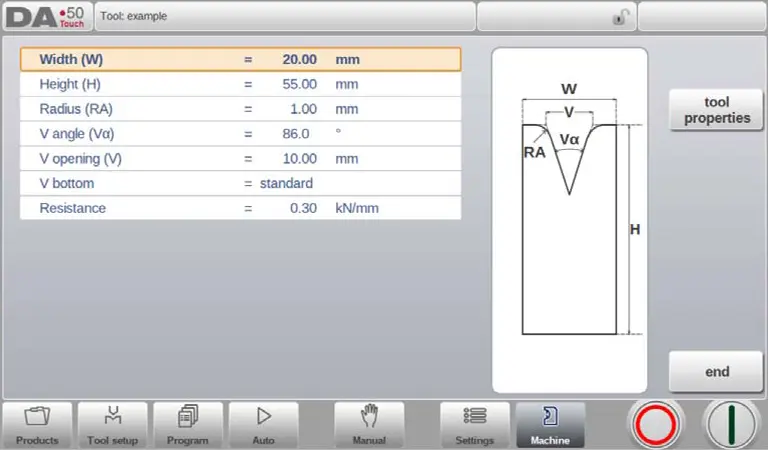
- 宽度:编辑模具的宽度。
- 高度:模具的总高度。重要的:高度值将会用于折弯深度计算。
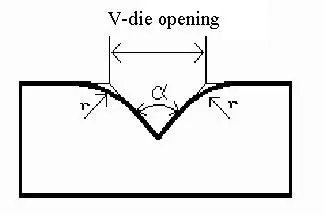
- 半径:V 开口各边的半径。
- V 角度:下模的角度。
- V 开口:下模的 V 开口,V 开口是香蕉的接触线之间的距离。
- V 底部:V 开口内可以是集中不同的底部,包括:
- 标准:下模的底部为尖角;
- 圆形:下模的底部为半径,通过参数“内部半径”来编辑;
- 平底:下模的底部为平面,通过参数“底部宽度”来编辑;
- 阻抗:模具可承受的最大压力。
- 屏幕上下模的方向:模具右手侧是后挡料方向。V 开口的中间位置将对应在机床下工作台的中心线。
- 模具属性:修改一般的模具数据和描述。
- 描述:模具的描述或名称。最大 25 个字符。这个描述在定义模具时已经输入,在这里可以修改。描述在模板库的列表中可以直接看到。
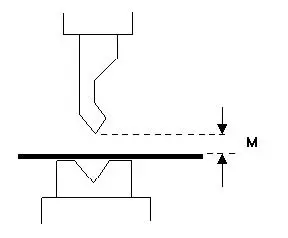
- 速度转换点:变速点距离在板材上面开始速度转换的距离。
- 编辑下模:要编辑已有的模具,在模具库点击相关模具。该模具出现在屏幕上,可使用编程工具进行编辑。
翻边折弯下模
- 高度:模具的总高度。重要的:高度值将会用于折弯深度计算。
- 翻边宽度:编辑模具的宽度。
- 翻边强度:在翻边折弯过程中,模具可承受的最大压力。
内翻边折弯下模
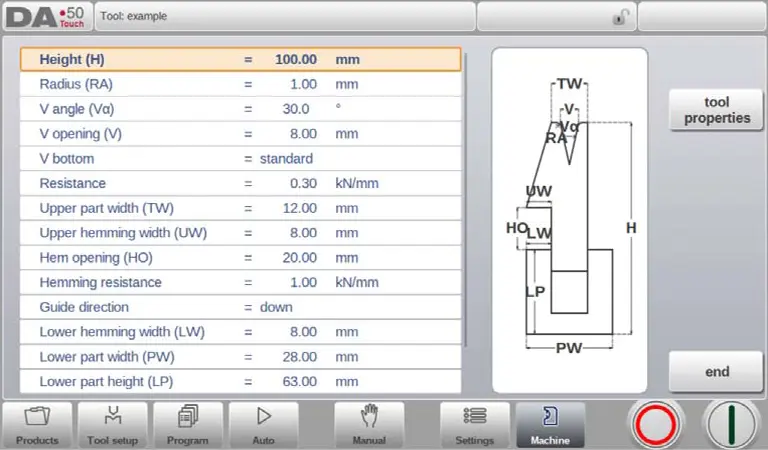
- 高度:模具的总高度。重要的:高度值将会用于折弯深度计算。
- 半径:V 开口各边的半径。
- V 角度:下模的角度。
- V 开口:下模的 V 开口。
- V 底部:V 开口内可以是集中不同的底部,包括:
- 标准:下模的底部为尖角;
- 圆形:下模的底部为半径,通过参数“内部半径”来编辑;
- 平底:下模的底部为平面,通过参数“底部宽度”来编辑;
- 阻抗:模具可承受的最大压力。
- 上部宽度:下模上部的宽度。
- 上部翻边宽度:下模上部用于翻边折弯的部分的宽度。
- 翻边开口:下模在开口状态下的开口高度,以放置产品,进行翻边折弯。
- 翻边强度:在翻边折弯过程中,模具可承受的最大压力。
- 引导方向:定义内部压平模的机械结构。
- 下部翻边宽度:下模下部用于翻边折弯的部分的宽度。
- 下部宽度:下模下部的宽度。
- 下部高度:下模下部的高度。
- 内翻边下模类型:对于不同类型的内翻边下模,可选择相应的特定操作模式:
- 弹簧回程:该下模有一个内部弹簧,可将模具向上推至起始位置。
- 预折弯:对于预折弯,板材将被放置在模具顶部的打开位置,并计算最终弯曲位置,以便达到所需的预弯曲角度。 后挡料高度(R 轴)将根据打开的模具的水平进行计算,以便将产品放置在逆止器上。
- 压平弯曲:对于压平操作,预折弯产品将被放置在模具的卷边开口中,并且压梁的深度计算将使得模具被下压直到压平弯曲完成。 计算将考虑两倍的板材厚度。 可以在特定折弯参数中编程附加折边开口参数作为最终折边位置的偏移。
- 打开和锁定:该模具标准锁定在高位置,用于正常折弯和预折弯角度。 必须拆下锁定装置才能使用翻边装置。
- 常闭:该模具处于闭合、低位,可实现正常折弯和预折弯角度,应激活以实现翻边动作。
- 弹簧回程:该下模有一个内部弹簧,可将模具向上推至起始位置。
- 卸荷配置:可以把压平开口距离加入的卸荷距离中。
- 否 =》 全部都没添加;
- 是 =》 在自由折弯和压平折弯中加入;
- 自由折弯 =》只在自由折弯加入(只在弹簧开口的压平模有效)
自由+翻边折弯 U 型模
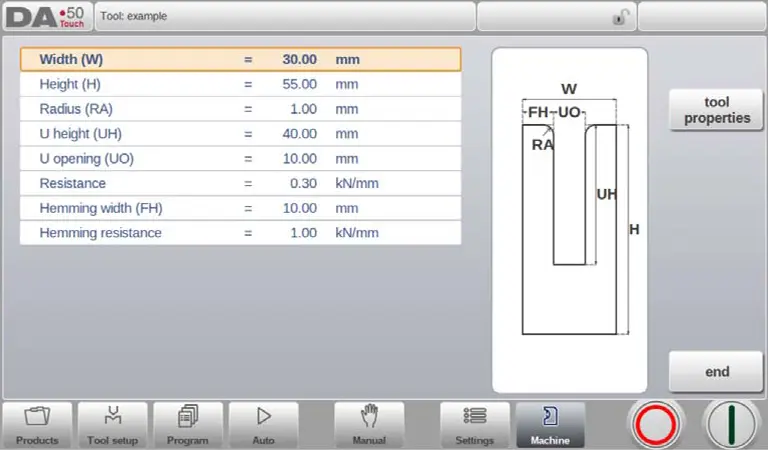
- 宽度:编辑模具的宽度。
- 高度:模具的总高度。重要:高度值将会用于折弯深度计算。
- 半径:U 回程各边的半径。
- U 高度:下模的 U 回程高度。
- U 回程:下模的 U 回程宽度。
- 阻抗:模具可承受的最大压力。
- 翻边宽度:下模的前部宽度,用作翻边折弯的支撑。
- 翻边强度:在翻边折弯过程中,模具可承受的最大压力。
注释解读:折弯方式分类
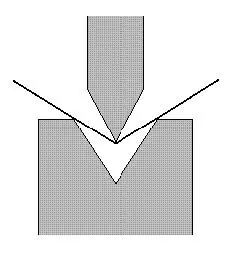
自由折弯
板材通过上模压到需要的深度来折弯板材到编程的角度。系统自动计算达到编程的折弯角度所需的 Y 轴位置。
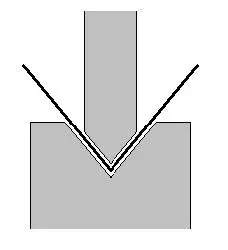
压底折弯
板材折弯是通过上下模把板材压死来成型。系统默认下模底部为 Y 轴的目标位置。
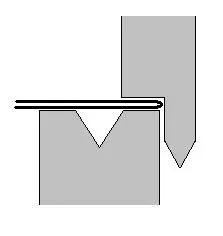
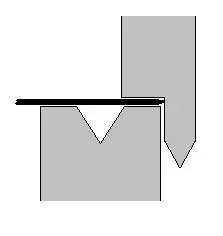
翻边折弯
板材折成两层。这可以在板材已在前面折弯中被折成尖角后来压平。系统计算此种操作的 Y 轴的精确位置:下模表面上加上两倍板材厚度。Y 轴的位置可以通过编辑“翻边开口高度”来调整。
翻边 & 压底折弯
这与大圆弧折弯相同,但是系统以下模的顶部为 Y 轴的目标位置。翻折的板材被压到上下模之间。
注释:
- 此处显示专用翻边上模的翻边折弯,但并非必须。
- 压底折弯时,Y 轴最终位置依据工作压力决定。如果折弯力能够使滑块到达 Y 轴的最终位置,滑块的行程会受到这个位置值得限制。
以上便是如何向折弯机添加和设置模具的具体操作,希望能够帮到您。如果您已经完成了以上操作,可以继续阅读我们的下一篇文章:

