

折弯机的后挡料是用于定位板材和确保弯曲尺寸精度的关键部件。它在板材弯曲过程中起着至关重要的作用。下面详细介绍一下它的功能、结构组成、类型、工作原理、调整方法和维护。
目录
1.什么是折弯机后挡料?
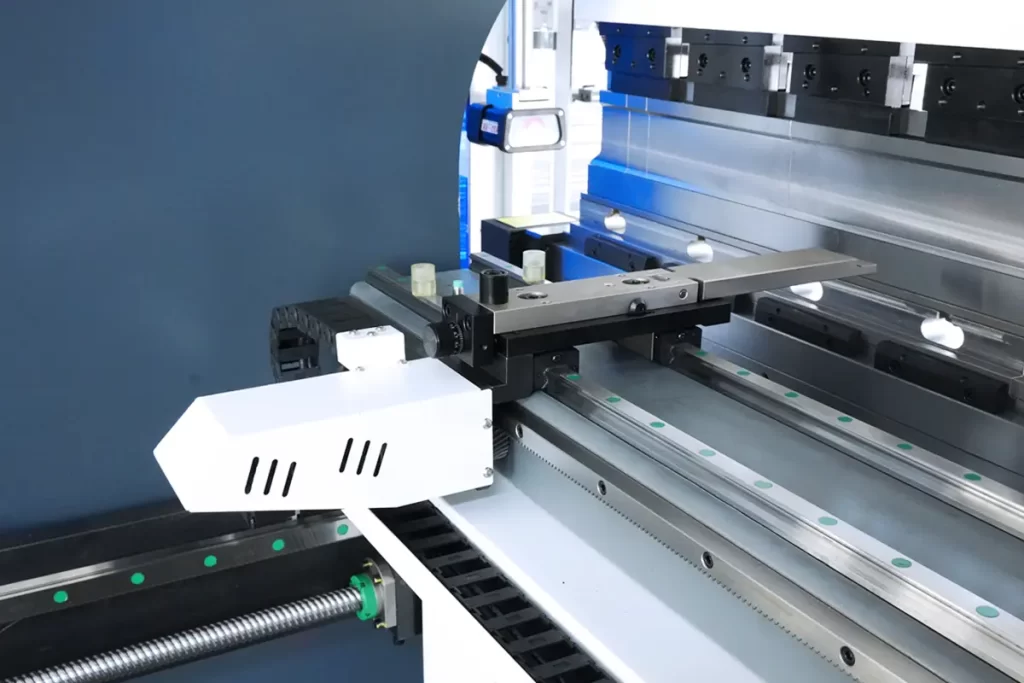
折弯机的后规是保证钣金弯曲精度的核心部件。它是安装在折弯机工作台后部的定位装置,主要用于在折弯过程中精确控制工件的位置,保证折弯角度和尺寸的精度。其性能直接影响工件的加工质量。后挡料一般由止动支架、止动支架、滑块、滚珠丝杠、直线导轨、同步带、伺服电机等组成。
折弯机后挡料的核心功能是通过“机械结构+驱动传动+数控检测”的协同运行,实现工件的精确定位。其部件的精度和稳定性直接影响弯曲过程的质量和效率。不同型号的折弯机后挡料的结构设计可能有所不同,但基本原理和关键部件是相似的。高端车型更加强调自动化、智能化和精度优化。
很多客户在购买折弯机时,不知道如何正确选择后挡料的类型,也无法区分常见的 4+1 轴、6+1 轴、8+1 轴的区别。那么,它们之间有什么区别呢?不用担心。让我教你如何选择 BackGauge 的类型,这样你才能达到你想要的生产效率和产品质量。


2. 折弯机后挡料的轴线是多少?
折弯机常见的后挡料分为 X 轴(X1、X2)、R 轴(R1、X2)和 Z 轴(Z1、Z2)。他们的移动方式略有不同。X 轴通常控制 BackGauge 的左右移动,R 轴控制上下运动,Z 轴控制停止手指的左右移动。
这三个轴在折弯过程中协同工作,共同控制 BackGauge 的位置和姿态,从而实现金属板的精确折弯。数控系统可以通过精确控制这些轴的运动,实现各种复杂的折弯作,满足不同金属加工的需求。
现在,让我们根据这些轴的运动方向和功能进行解释。
折弯机 X 轴:
运动方向:X 轴主要负责折弯机在工作台表面作后背板的前后运动,确定金属板在弯曲过程中的前后位置。X 轴的移动范围是固定的,但可以分为 X1 轴和 X2 轴,以实现更精确的定位。
功能:通过移动 X 轴,可以调整金属板在折弯模具中的位置,从而控制折弯的角度和形状。
折弯机 R 轴:
运动方向:R 轴主要控制 BackGauge 止动指的上下运动,即 BackGauge 止动指的垂直位置。
功能:R 轴的运动可以调节 BackGauge 的高度,使其能够适应不同厚度的金属板或在弯曲过程中实现不同高度的定位。R 轴的运动还需要与 X 轴和 Z 轴协同工作,以确保金属板在弯曲过程中的精确位置和角度。
折弯机 Z 轴:
移动方向:Z 轴主要控制 BackGauge 的左右移动,即 BackGauge 的横向位置。
功能:Z 轴的移动使 BackGauge 限位器能够独立定位,从而适应不同形状和尺寸的金属板。Z1 和 Z2 轴可以分别控制 BackGauge 两侧的止动指,实现更灵活的定位和弯曲。
3. 如何选择折弯机后挡料的配置?
1)如果产品主要采用“直角/简单角度弯曲”(如货架、配电柜):选择 4+1 轴,性价比高。
2)如果涉及“圆锥形、扭曲表面”(如不规则管道、汽车内饰件):选择 6+1 轴,注重平衡精度和成本。
3)生产“超精密曲面零件”(如航空钣金、医疗设备):必须为 8+1 轴,并且需要配备高精度检测设备(如激光跟踪仪)。
4+1 轴、6+1 轴、8+1 轴的根本区别在于“多维控制能力”的升级——轴越多,设备对工件姿态和模具补偿的控制就越精确,但成本和技术门槛也随之增加。企业需要根据产品精度要求、生产批量大小和预算来选择合适的轴配置,以避免出现“过度配置”或“能力不足”等问题。

