

一、卡盘类型的市场定位与适用边界
当前激光切管机市场中,单卡盘机型因适用场景有限(仅适配≤3 米短管、简单工艺),市场应用占比不足 15%,且多为入门级配置。而双卡盘与三卡盘机型凭借对中长管、高精度加工的适配能力,占据 85% 以上的主流市场份额,成为专业级生产的核心选择。
1. 单卡盘系统:小众场景的补充选择
- 市场现状:仅适用于家具、日用品等对精度要求低(径向跳动≤0.1mm)、管材长度≤3 米的简单加工,因长管加工时远端挠度大(0.5mm/m)、效率低(单班产能≤50 根),在工业级生产中逐步被替代。
- 核心限制:无法解决 6 米以上管材的稳定夹持问题,厚壁管(>8mm)加工时易出现切口倾斜(垂直度误差 > 0.1mm),仅推荐作为临时过渡或极小批量生产的备选。
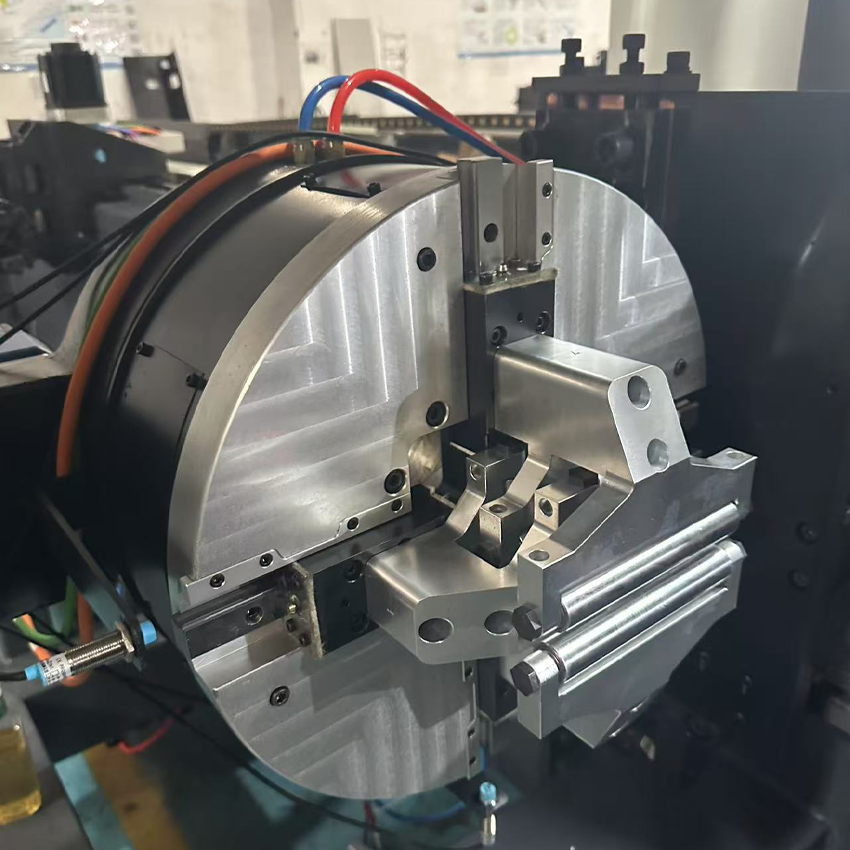
2. 双卡盘系统:工业级生产的主流配置
作为市场占比超 60% 的主力机型,双卡盘系统通过 “前驱动 + 后随动” 的协同设计,成为中长管批量加工的最优解,其技术特性与应用优势如下:
- 结构创新:
采用对称式双气动卡盘布局(间距 6-12 米可调),中间配置 3-5 组自适应支撑滚轮(承重≤1000kg),通过 KRRASS 专利的同步伺服算法,实现管材旋转与进给的毫秒级同步(同步误差≤0.01mm),径向跳动控制在 0.02mm 以内,较单卡盘精度提升 40%。
- 核心优势:
- 效率突破:可搭配全自动上料系统,单班可加工 80-200 根 6-12 米管材(如 Φ150mm×8mm 碳钢管),较单卡盘机型效率提升 2-3 倍,单位加工成本降低 30%。
- 精度保障:在 Φ100-Φ300mm 中厚壁管(5-15mm)加工中,切口垂直度误差≤0.05mm,坡口角度公差 ±0.5°,满足汽车制造、工程机械等行业的核心标准。
- 柔性适配:通过可调节夹持力(0-5000N)与聚氨酯柔性夹爪,兼顾薄壁管(1-3mm)防变形与厚壁管(8-15mm)防打滑需求。
- 典型应用场景:
- 汽车底盘用 6 米长 Φ120mm×10mm 无缝钢管的批量坡口切割,单班产能达 300 根,切口粗糙度 Ra≤3.2μm
- 钢结构行业 8 米长 Φ200mm×8mm 方管的多角度开孔加工,通过双卡盘同步控制实现孔位偏差≤0.08mm
- 健身器材用 12 米长 Φ80mm×5mm 椭圆管的连续截断,废品率控制在 0.3% 以下
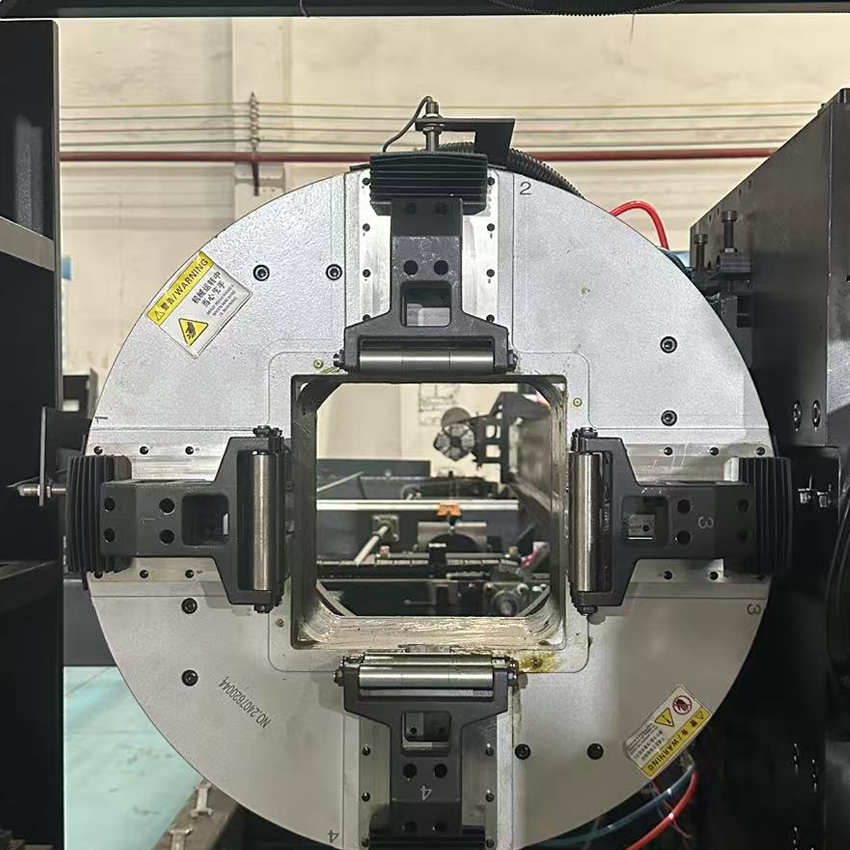
3. 三卡盘系统:高端精密加工的专属方案
针对超长管(>12 米)、超厚壁(>15mm)及精密级工艺需求,三卡盘机型以不到 20% 的市场占比,支撑着风电、核电、航空等高端领域的核心加工环节。
- 结构突破:
“前驱动卡 + 中间调节卡 + 后支撑卡” 三段式布局,中间卡盘可沿床身滑动(定位精度 ±0.01mm),总夹持长度覆盖 12-18 米,最大夹持力 0-8000N,通过多支点分散应力,解决长管自重导致的弯曲变形(挠度≤0.03mm/m)。
- 技术壁垒:
- KRRASS 智能压力反馈系统:实时监测管材壁厚与材质硬度,动态调节三卡盘夹持力(如 16mm 合金管加工时维持 5000-6000N),避免过夹持导致的管材形变。
- 不可替代场景:
- 风电塔筒用 12 米长 Φ500mm×20mm 厚壁钢管切割,需保证全长直线度≤0.5mm
- 核电管道的 ±45° 螺旋坡口加工,坡口角度公差≤±0.3°
- 航空航天用 16 米超长合金管的精密截断,长度公差控制在 ±0.1mm

二、双卡盘与三卡盘的深度选型维度
1. 管材长度与加工精度的刚性匹配
| 管材长度 | 精度要求(径向跳动) | 唯一选择 | 核心保障指标 |
| 6-12 米 | ≤0.05mm | 双卡盘 | 同步误差≤0.01mm |
| >12 米 | ≤0.03mm | 三卡盘 | 挠度≤0.03mm/m |
| 6-12 米 + 厚壁 > 15mm | ≤0.05mm | 三卡盘(推荐) | 多支点防变形 |
2. 生产规模与成本效益的最优平衡
- 双卡盘机型:日均加工 50-200 根 6-12 米管材时,单位加工成本最低。以 Φ200mm×10mm 碳钢管为例,单根加工时间较单卡盘缩短 40%,人工成本降低 50%(无需手动辅助支撑)。
- 三卡盘机型:日均加工 > 200 根 12 米以上管材时,效率优势凸显。通过中间卡盘动态调节,减少长管二次装夹,单班产能可达 300 根以上,单位能耗较双卡盘降低 15%(因路径优化减少空行程)。
3. 行业特性的针对性适配
| 行业领域 | 核心需求 | 推荐卡盘类型 | 技术支撑 |
| 汽车制造 | 6-12 米管批量坡口(±0.5°) | 双卡盘 | 同步伺服 + 自动上料 |
| 钢结构 | 12 米长 H 型钢相贯线切割 | 三卡盘 | 多支点支撑 + 截面补偿 |
| 风电 / 核电 | Φ300mm 以上厚壁管(>20mm) | 三卡盘 | 智能压力控制 + 恒温补偿 |
| 工程机械 | 混合加工(6-12 米为主) | 双卡盘 | 柔性夹持 + 效率平衡 |

三、技术参数的协同匹配策略
1. 双卡盘机型的功率适配
- 6000W:适配 6-12mm 壁厚管材,如切割 Φ300mm×10mm 碳钢管,速度达 1.5m/min,切口粗糙度 Ra≤3.2μm。
- 8000W:覆盖 8-16mm 壁厚,适合工程机械用厚壁方管(150×150mm×12mm)加工,配合高压氮气(20bar)实现无毛刺切割。
2. 三卡盘机型的功率配置
- 10000W:应对 16-25mm 壁厚,切割 Φ400mm×20mm 碳钢管时,速度 0.8m/min,热影响区≤0.3mm。
- 12000W 以上:针对 25-40mm 超厚壁管,如风电塔筒用 Φ500mm×30mm 钢管,需配备双模块激光器确保能量稳定输出。
四、决策验证与落地路径
- 试切验证重点
- 双卡盘:测试 12 米管两端切口的垂直度偏差(应≤0.05mm)、连续 50 根加工的尺寸一致性(极差≤0.1mm)。
- 三卡盘:检测 16 米管中间段与两端的挠度差(应≤0.03mm)、16mm 厚壁管坡口的角度波动(应≤±0.3°)。
- 长期规划适配
若未来存在 12 米以上管材加工需求,即使当前以 6-12 米为主,也建议选择三卡盘机型(可兼容短管加工),避免二次设备投资(双卡盘升级三卡盘的改造成本约为新机的 60%)。
结语
KRRASS 专业激光切管机的选型需紧扣 “中长管为主流、高精度为核心” 的行业趋势:双卡盘机型以 6-12 米管、批量生产为核心优势,是 80% 工业场景的首选;三卡盘机型则聚焦 12 米以上超长管、超厚壁精密加工,为高端领域提供不可替代的技术支撑。企业应基于管材长度、精度要求与产能规模,优先选择与长期生产需求匹配的卡盘配置,实现设备投资的最大化效益。

